3D model: Od nápadu po hotový 3D tisk
Když dnes někdo drží v ruce hotový 3D výtisk, málokdy ho napadne, kolik kroků tomu předcházelo. Většinou vidí jen výsledek. Jenže za každým držákem, krytkou nebo funkčním dílem je vždycky jedna cesta: od nápadu → přes 3D model → do sliceru → na tiskárnu → do ruky.
A protože si myslím že když už nabízíme 3D tisk na zakázku tak by se vám podle mě hodilo vědět co za vaším zadáním stojí. sepsal jsem celý proces detailněji – aby si z toho něco vzal i ten, kdo už dávno ví, co je STL a první vrstva.
1) Zadání: nápad, účel a podmínky použití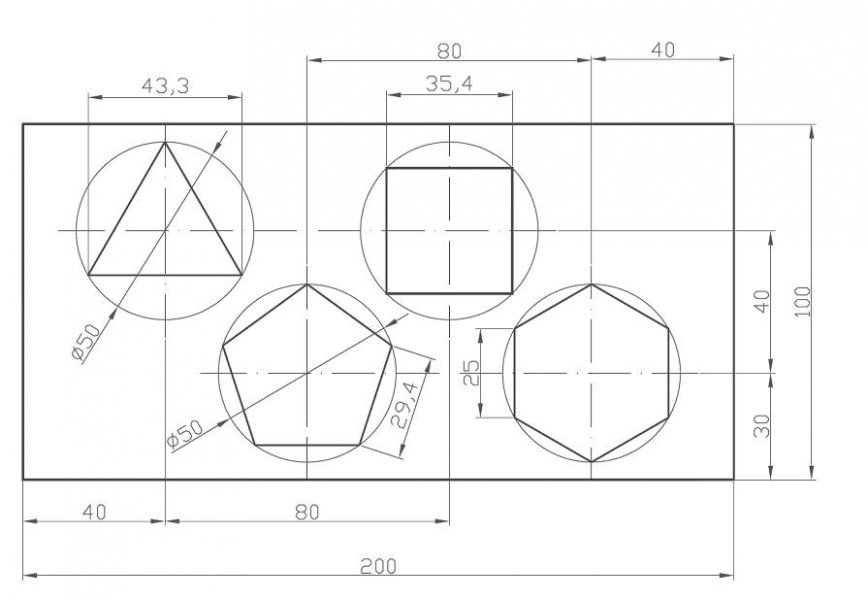
Než se otevře jakýkoli CAD (Computer-Aided Design), nejdřív se vyjasní k čemu díl slouží. Zní to jako banalita, ale právě tady se rozhoduje 80 % úspěchu. Jiný přístup je ke krytce na interiér, jiný k držáku do auta a úplně jiný k dílu, který se bude namáhat nebo bude venku na slunci.
- Prostředí: interiér / venek / auto / vlhko / teplo
- Zátěž: statická / rázová / ohyb / krut / opakované namáhání
- Přesnost: dekorace vs. pasování „na milimetr“
- Montáž: šrouby / západky / lepení / oboustranka / zacvaknutí
- Materiálová volba: PLA / PETG / FLEX (případně kombinace)
U zakázkových dílů je super, když zákazník pošle fotku místa použití, ideálně s měřítkem (pravítko, metr, minci…). Ušetří to hromadu času a omylů.
2) Měření a tolerance: když i milimetr rozhoduje
Pokud má díl na něco sedět, přichází chvíle pro měření. A tady se často láme chleba: 3D tisk není CNC fréza. Materiál se chová jinak, tiskárna má své tolerance a hlavně – plast po vychladnutí trochu pracuje.
- Otvor pro šroub obvykle nedělám „na průměr šroubu“. Typicky se přidává rezerva (např. +0,2 až +0,4 mm podle materiálu a tisku).
- Nasazovací díly (zacvaknutí) potřebují správnou pružnost a často i rádiusy – ostré hrany jsou nepřítel.
- Pasování do jiného plastu je jiné než pasování do kovu.
Pokročilá poznámka: u některých dílů se vyplatí počítat s smrštěním (častěji u náročnějších materiálů), u běžného PLA/PETG se řeší spíš reálná tolerance tiskárny, šířka extruze a „elephant foot“ na první vrstvě.
3) 3D modelování: CAD není jen „nakreslit krabičku“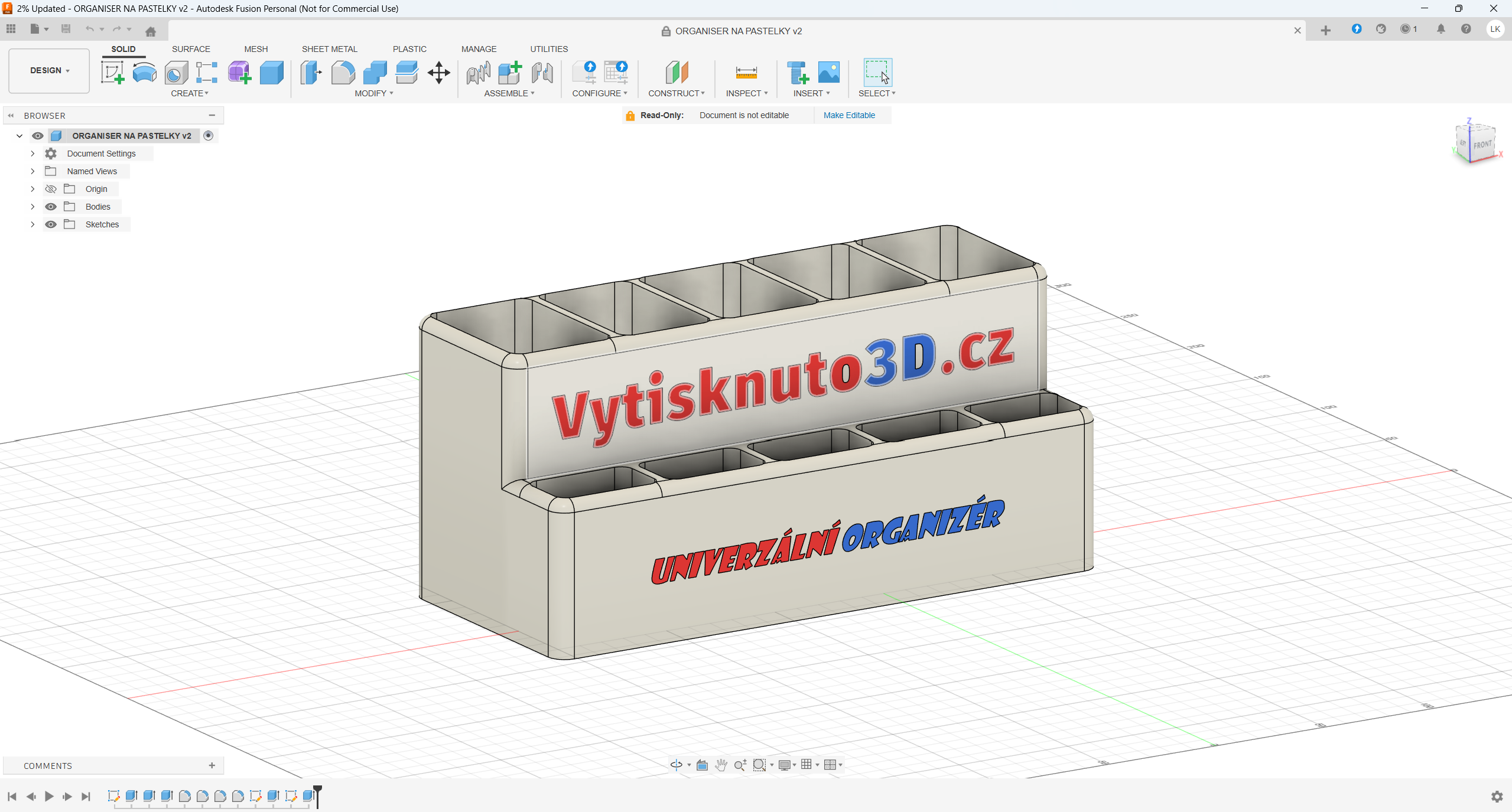
Tady se nápad mění na geometrii. U funkčních dílů je důležité nemodelovat jen „tvar“, ale myslet na to, jak se to bude tisknout a kde bude díl namáhaný.
- Rádiusy a zaoblení – ostré rohy jsou koncentrátor napětí. I malé zaoblení často dramaticky zlepší pevnost.
- Žebra – místo masivního kusu plastu je efektivnější konstrukce se žebry (lehčí a často pevnější).
- Závity – u FDM často lépe fungují závitové vložky (heat-set inserts) nebo šrouby do plastu, případně větší rozměry závitu.
- Snap-fit (zackvakávací) – pružné západky musí mít správnou délku, tloušťku a směr vrstev.
Pokročilé: když je díl namáhaný, přemýšlím o orientaci vrstev už při modelování. FDM je anisotropní – pevnost v ose Z je jinde než v XY. Někdy je lepší model rozdělit na více částí a slepit / sešroubovat tak, aby vrstvy pracovaly „správným směrem“.
4) Příprava pro tisk: orientace, podpěry a „kde bude šev“
Model může být perfektní, ale špatná orientace ho zabije. V sliceru se řeší hlavně:
- Orientace: pevnost (směr vrstev), povrch, podpěry, čas tisku
- Podpěry: kde jsou nutné a kde je radši obejít úpravou modelu
- Šev (seam): aby nebyl na viditelném místě
- Bridging a převisy: co tiskárna zvládne bez podpěr
Pokročilé: často se vyplatí upravit geometrii (přidat zkosení, změnit úhel, udělat „self-supporting“ tvary), než nacpat podpěry všude. Podpěry jsou někdy nutné, ale jsou to jizvy na povrchu a čas navíc.
5) Nastavení sliceru: tady se rozhoduje o kvalitě i ceně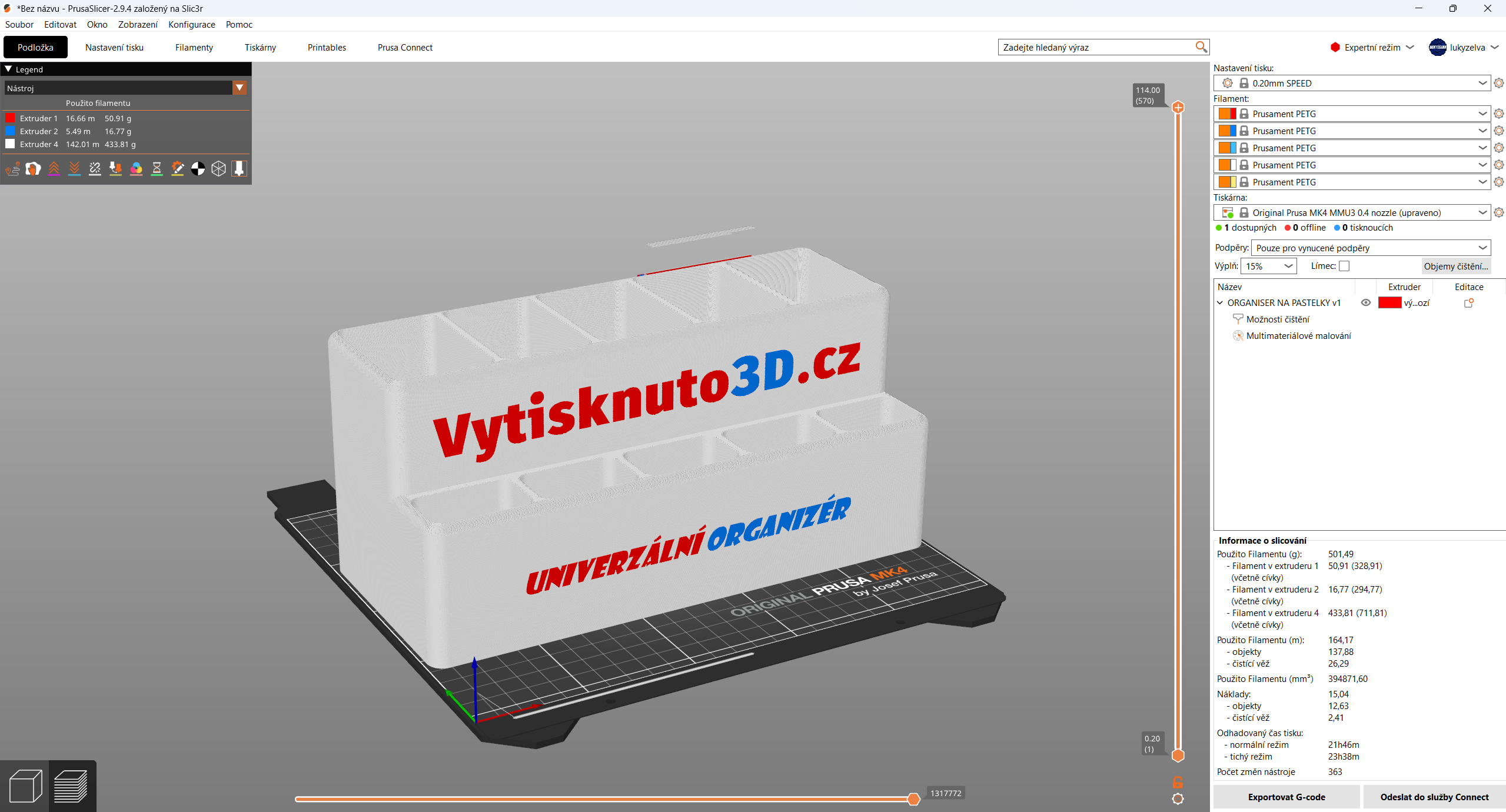
Slicer je místo, kde se z modelu stane „plán“ pro tiskárnu. A právě tady se nejvíc mění výsledná kvalita, pevnost i čas.
Výška vrstvy
Nižší vrstva = hezčí povrch, ale delší tisk. Vyšší vrstva = rychlejší, ale viditelnější vrstvy. U dekorací se jde často níž, u funkčních dílů se volí kompromis.
Perimetry a výplň
„Pevnost“ často neudělá 80% infill, ale počet perimetrů. Více perimetrů = silnější stěny, často lepší než zvyšovat výplň do nesmyslu.
Šířka extruze
Pokročilé nastavení: správná šířka extruze dokáže vyladit tolerance a pevnost. Hodí se i pro „tight fit“ díly.
Teploty a chlazení
PLA snese víc chlazení, PETG méně. FLEX je zase vlastní svět. Chlazení ovlivní bridging, povrch i pevnost spojů mezi vrstvami.
6) Vícebarevný tisk: krásné, ale není to „zadarmo“
Vícebarevný tisk je pecka – výsledek často vypadá jako hotový produkt z obchodu. Ale přináší i realitu:
- delší čas tisku (výměny, čištění)
- víc odpadu (čisticí věž / purge)
- větší nároky na plánování (kde barvy přechází)
Pokročilé: u vícebarevných modelů se hodně vyplácí přemýšlet o tom, jestli jde model rozdělit na části a složit, nebo jestli je lepší čistý multi-material tisk. Záleží na požadovaném vzhledu i ceně.
7) Tisk: první vrstva je král
Jakmile tisk běží, nejdůležitější jsou první minuty. První vrstva rozhoduje, jestli se výtisk odlepí, zkroutí, nebo bude perfektní. U funkčních dílů je důležité i to, jak se tisk chová u ostrých hran, výčnělků a podpěr.
Pokročilé: sleduju i drobnosti – konzistenci extruze, „zvonění“ (ringing), chování při přejezdech, a hlavně to, jestli model nemá místa, kde se bude kumulovat teplo (např. malé věže, tenké sloupky). Tam se hodí zpomalení, minimální čas vrstvy nebo změna strategie.
8) Dokončení: podpěry, čištění a kontrola rozměrů
Po tisku přijde realita: sundat výtisk, odstranit podpěry, případně lehce začistit. A u dílů, co mají sedět, se dělá i kontrola rozměrů. U přesných dílů je normální, že se někdy ladí tolerance o desetinky – a proto je u některých zakázek lepší počítat s iterací.
9) Iterace: když to napoprvé není dokonalé
Tohle je část, kterou laik často nevidí. U zakázkových dílů je naprosto normální, že se první verze o trochu upraví. Posun otvoru, větší rádius, jiná tloušťka západky… a najednou to sedí „na první dobrou“ pro další kusy. Proto je 3D tisk tak skvělý – zrychlené prototypování je jeho super schopnost.
Shrnutí
3D tisk není jen zmáčknutí tlačítka. Je to cesta od myšlenky přes digitální model až po hotový kus plastu, který má své místo a účel. A možná právě proto je na něm něco návykového – každý výtisk začíná jen malým nápadem a končí něčím, co můžete držet v ruce.
Pokud máte vlastní nápad, klidně ho pošlete – někdy stačí fotka a rozměry. A někdy stačí jen věta „potřebuju, aby tohle drželo“ 🙂